
Outil pour fabriquer des cosses
Marine et Modélisme d'Arsenal :: L'ARSENAL, Architecture Navale traditionnelle :: Mâture, gréement et voilure

Outil pour fabriquer des cosses
Jean-Marie Rochat Mer 25 Mai 2022 - 17:22
Attention ce post a été mis à jour (décembre 2022) pour apporter des améliorations et un second post a été publié pour présenter la version 2 de l'outil
Pour le gréement de mon San Juan Nepomuceno au 1/90, j'ai besoin de cosses, de 0,8 à 1,6 mm.
Après lectures et recherches sur le sujet, puis pas mal d'essais et moult cogitations :

J'ai abouti à cet outil qui permet d'obtenir des cosses d'épaisseurs variables, s'adaptant ainsi au diamètre du cordage concerné :

Les cosses obtenues :

Comme j'aime bien partager, et que cet outil intéresse certains, je vous propose un pas à pas détaillé pour le réaliser.
Ici, l'exemple sera pour faire des cosses avec du tube de 1 mm de diamètre.
----- Réalisation de l'outil -----
Tout d'abord le matériel nécessaire :

La base est en poirier de 20x20 mm (c'est ce que j'avais sous la main), les plaques sont en alu de 15x2 mm.
À ceci s'ajoutent, pour les piges, du tube de laiton de 2 mm et du bois pour tourner les embouts.
Enfin, de la tige fileté M3, des forets à épaulement cassés et deux vis à bois.
Au niveau outillage principal : le tour, la fraiseuse et une Dremel ou autre, le tour pouvant être remplacé par une perceuse à colonne.
Pour le fraisage de l'alu, je conseille l'utilisation de fraises à dents et non de fraises diamant. L'état de surface obtenu étant meilleur.
Découpe des pièces :

Le bloc de bois et les plaques de laiton font environ 42 mm.
Les tiges filetées sont d'une longueur inférieure au bloc de bois, soit moins de 20mm et les tiges laiton environ 15 mm.
Ajustement et polissage des tubes laiton au tour :

Tournage des embouts de diamètre 6 et longueur 5 mm avec un perçage à 2 mm sur 3 mm de profondeur.
Faire un chanfrein à la base de l'embout afin de pouvoir retirer plus facilement les piges :

Collage de l'ensemble à la cyano :

Dressage des faces de la tige filetée.
La première possède un trou au diamètre du tube de la cosse, ici 1 mm et quelques dixièmes de profondeur.
Ce trou permet d'immobiliser sans déformer le tube lors de l'emboutissage de la première face de la cosse :

La deuxième est conique à 90° pour maintenir la première face de la cosse lors de l'emboutissage de la seconde face.
Pour éviter de faire une rotation du chariot du tour (ce qui implique de régler à nouveau le parallélisme après), j'ai utilisé un outil affûté à 45° :

Maintenant reste à faire la fente pour le tournevis.
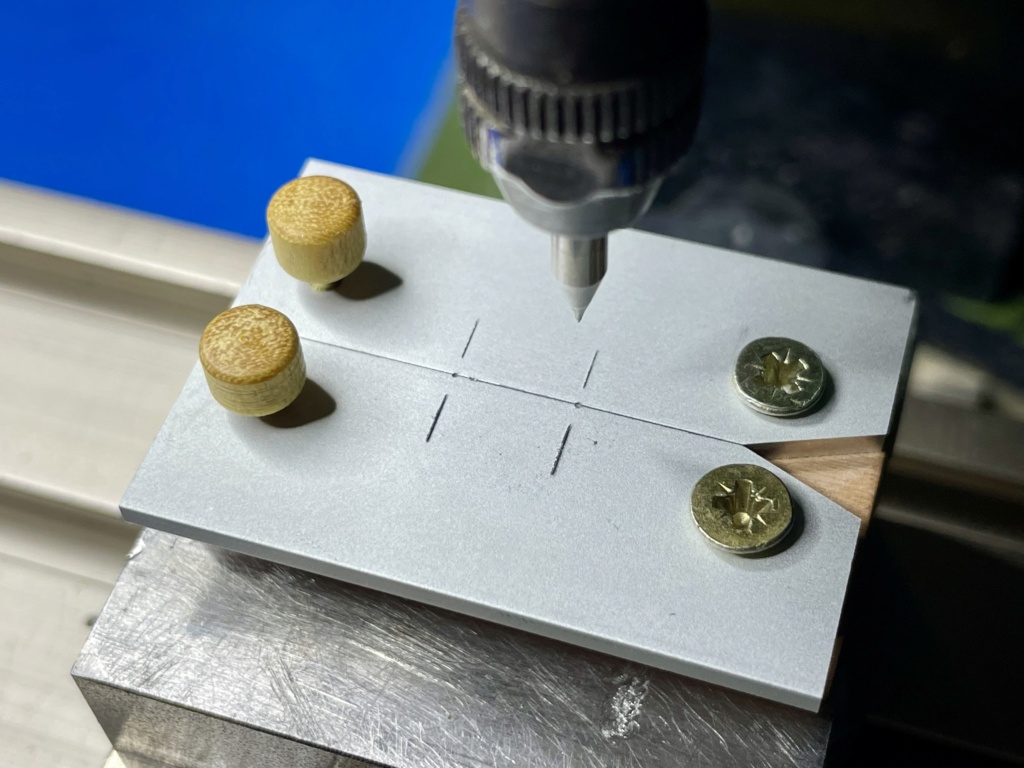
Centrage à vue sur la fraiseuse en s'aidant d'une pige pointue :

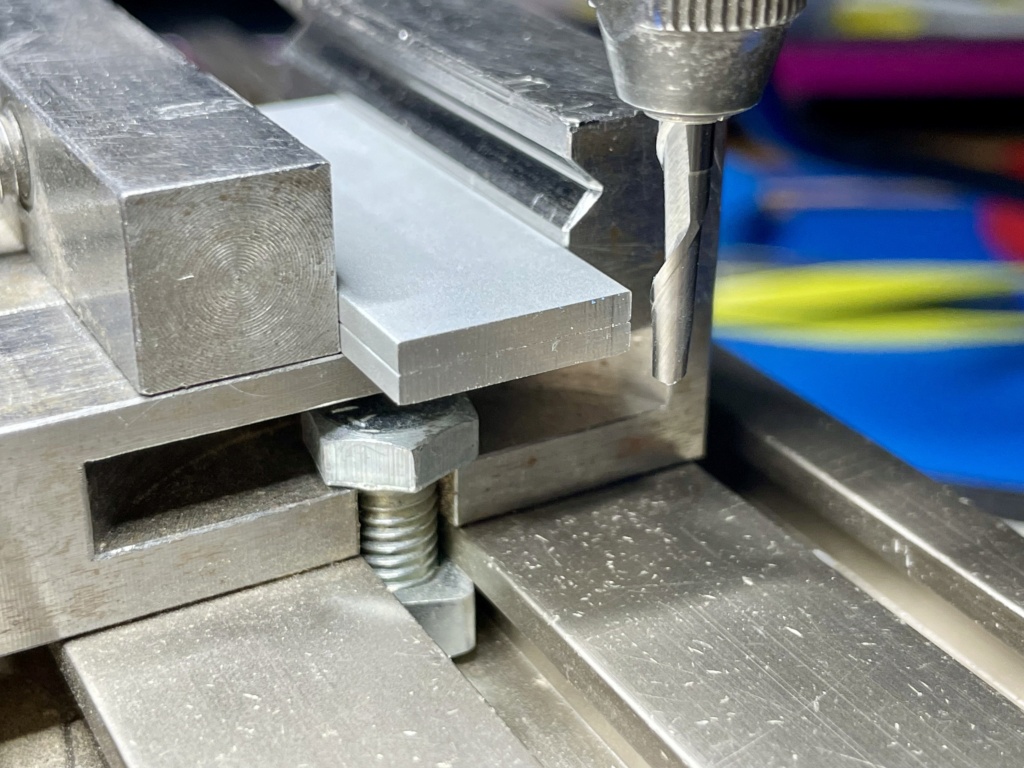
Puis réalisation de la fente avec une fraise de 8/10 utilisée verticalement en faisant une succession de passes de quelques dixièmes pour éviter la casse :

Dressage des plaques d'alu sur les bouts et un champ :

Traçage au crayon de la position des trous sur les plaques, mais ce seront les verniers de la fraiseuse qui auront le dernier mot.
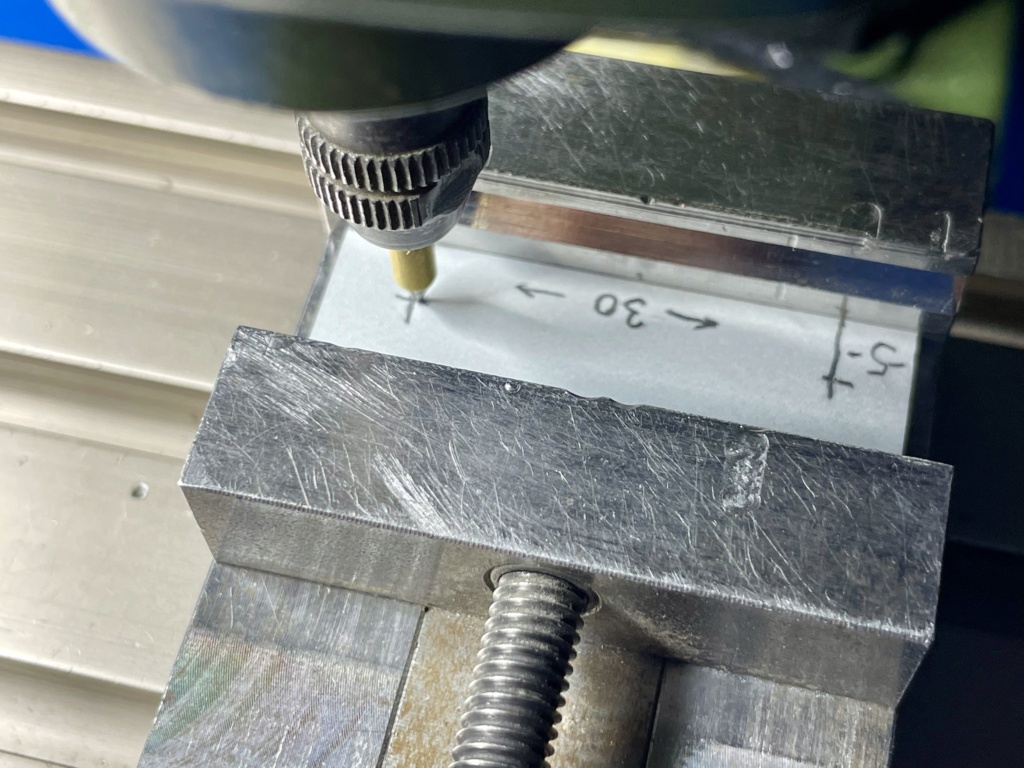
Les trous, espacés de 30 mm, sont à 5 mm du bord usiné :

Réglage à vue du zéro du vernier du chariot transversal sur le bord de l'étau avec la pige pointue.
Un bristol blanc, éclairé par derrière, permet d'avoir une bonne évaluation de positionnement :

Repérage du zéro du chariot longitudinal avec le bord de la plaque :

Pointage des trous :
Perçage des trous à 2 mm pour les piges et le diamètre adéquat pour les vis (ici 2,8 mm) :

Casser l'angle où sont les vis pour permettre la manœuvre des plaques :

Faire un chanfrein pour les têtes de vis.
N'ayant pas de fraise conique j'ai employé une fraise sphérique !
Attention il faut penser à en faire un à droite de l'étau et l'autre à gauche !
Le vernier transversal n'ayant, en principe pas bougé, seul le longitudinal a besoin d'être réglé.
Positionnement de la plaque pour le centrage avec la pige pointue.
Ne pas encore serrer complètement l'étau, la plaque doit pouvoir "coulisser juste" :

Descendre la pige jusqu'à ce que la plaque ne bouge plus et serrer l'étau :
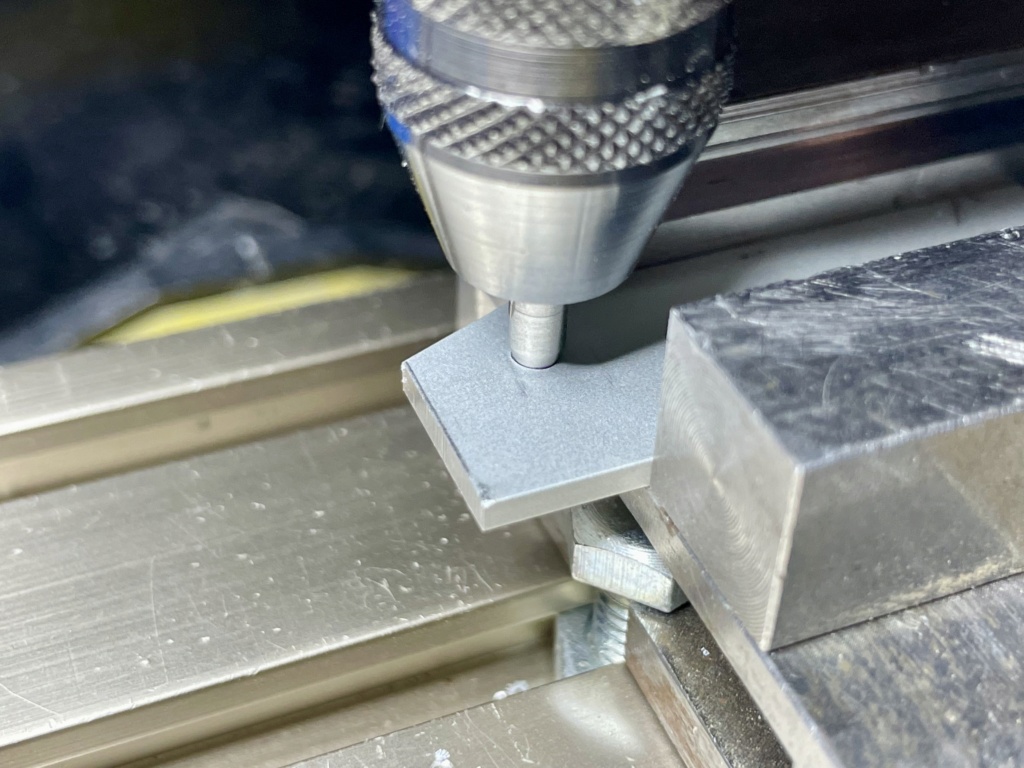
C'est centré :

Reste plus qu'à faire le chanfrein :

Pour que l'outil fonctionne correctement, il est indispensable que les deux plaques se touchent sans jeu.
Il faut donc vérifier la cote entre trous en vue du perçage du bloc de bois.
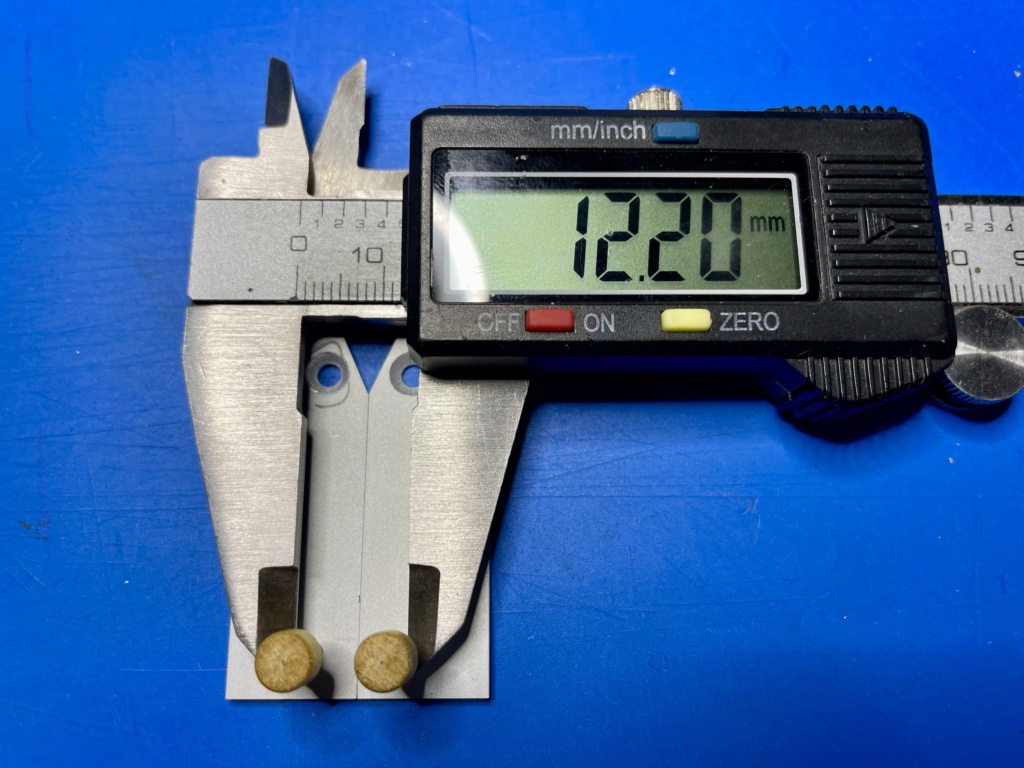
Cette cote doit être, en principe, de 12 mm :

Si ce n'est pas le cas, comme ici, il faudra en tenir compte pour le perçage du bloc de bois :
Il est possible de vérifier que tout ira bien avant de percer le bloc à l'aide d'un test avec un autre morceau de bois.
Dans le cas présent les trous de 2 mm doivent être écartés de 10,2 mm :

En positionnant le tout il est facile de vérifier qu'avec cette cote, les plaques seront jointive

Maintenant, donc, c'est au tour du bloc de bois.
Après centrage et mise à zéro des verniers comme précédemment, pointage des trous à 10 mm (+ ou - x) espacés de 30 mm :

Perçage à 2 mm :

Et montage des plaques avec vis et piges :

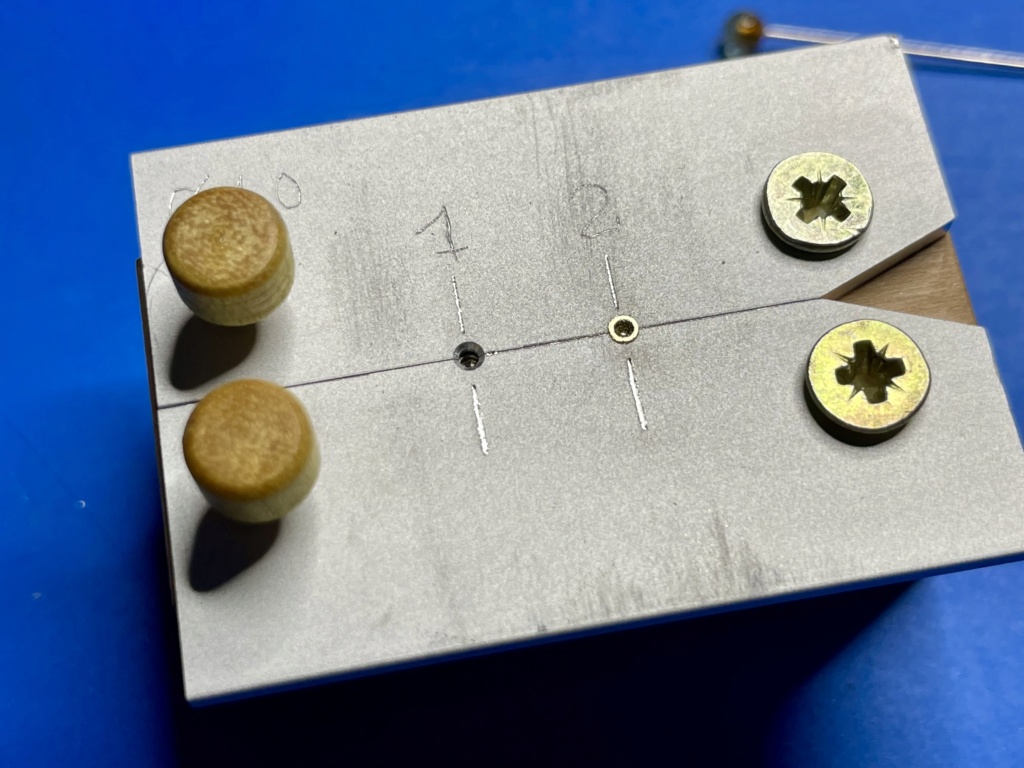
Après vérification du zéro du vernier transversal sur l'axe entre les des deux plaques, traçage et pointage des deux trous d'emboutissage des cosses.
Les traits perpendiculaires sont là pour le réglage du vernier longitudinal, au cas où l'outil aurait besoin d'être monté à nouveau sur la fraiseuse :
Puis perçage au diamètre du tube qui sera utilisé, soit 1 mm, sans oublier de percer aussi le bloc de bois :


Utilisation d'une fraise javelot à 90° sur 2/10 de profondeur pour réaliser la forme qui permettra de faire les épaulements des cosses :

Reprise du perçage du bloc de bois, de part en part, pour faire le filetage avec un foret de 2,5 mm (M3) :

Filetage en commençant par le côté plaques afin d'assurer le centrage par rapport aux trous pour les cosses :

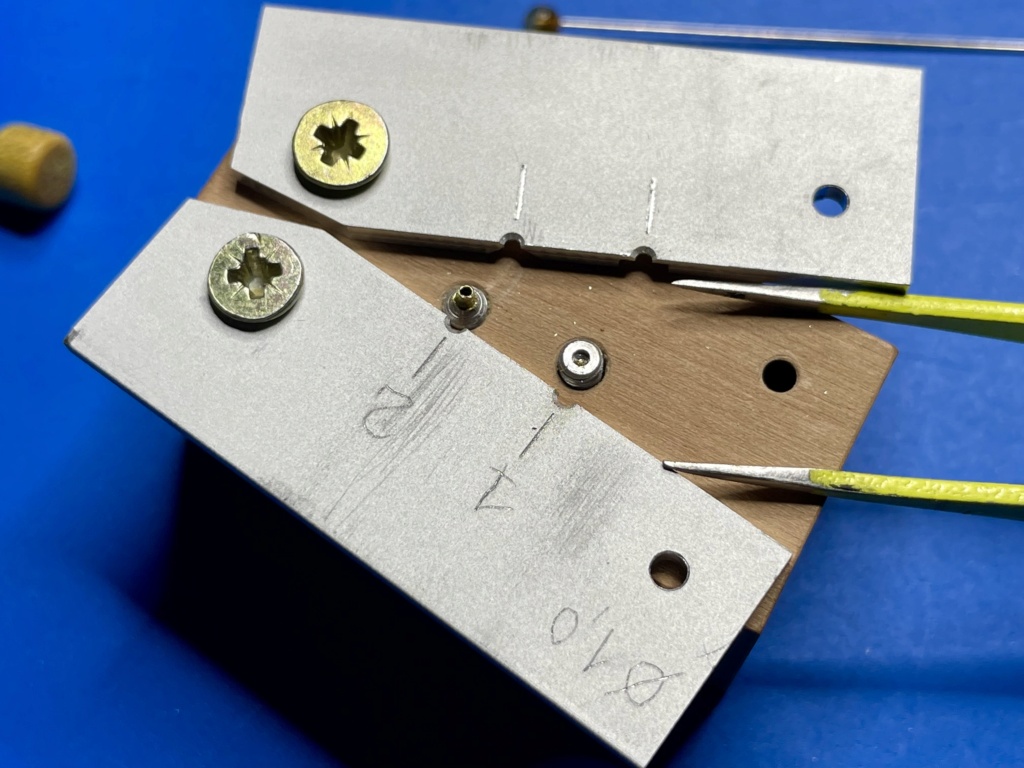
Puis retournement des plaques pour l'usinage des faces inférieures.
La profondeur des trous doit être suffisante pour permettre le réglage des tiges filetées :
- Longueur du tube pour le premier.
- Épaisseur de la cosse pour le second.
Comme d'habitude, réglage des verniers :

Pour le trou permettant la formation du premier épaulement, utilisation d'un fraise cylindrique :

Pour le deuxième trou, fraise javelot à une dent de 90° :

Mise en place des tiges filetées (par le dessus, puis tournevis) :

Ces vis de réglages doivent avoir un frottement dur dans le bloc de bois.
Si ce n'est pas le cas, couler, une ou plusieurs fois, de la cyano dans le filetage afin de renforcer le serrage :

Vérifier le serrage des vis de fixation des plaques, ces plaques doivent être "dures" en rotation.
Notre outil à cosses est terminé !

----- Utilisation de l'outil -----
Passons maintenant à la réalisation des cosses.
Tout d'abord l'outillage nécessaire :
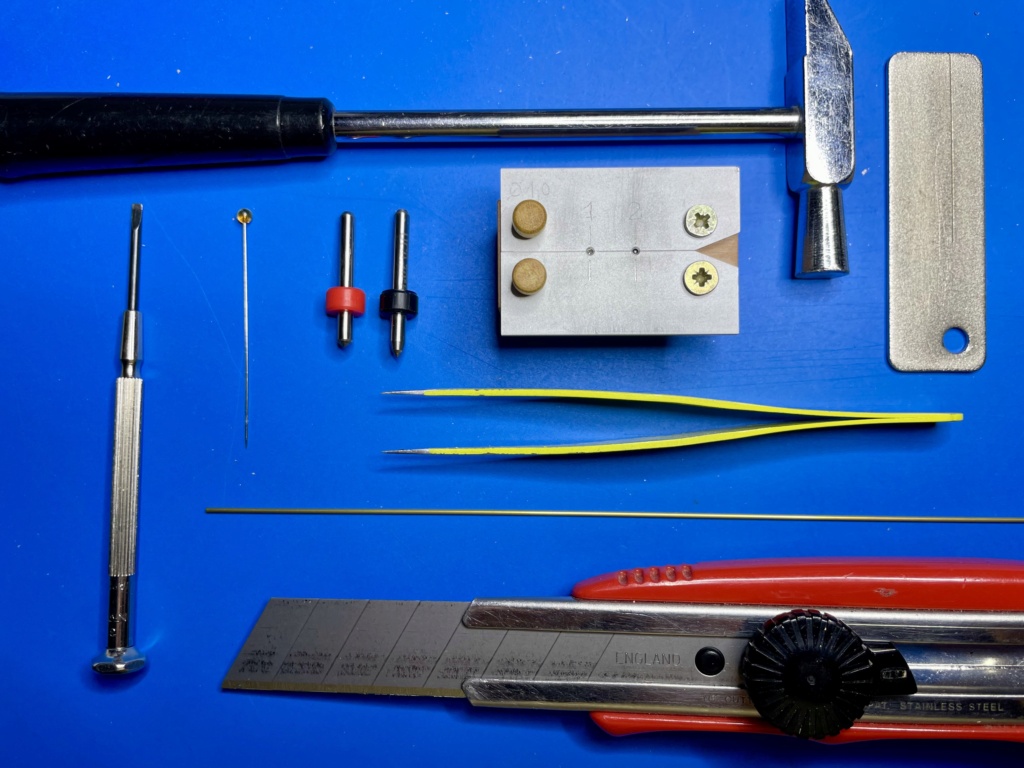
Les poinçons necessaires.
Le noir, avec une pointe à environ 75°,est utilisé en premier. Le rouge, pour la finition, est à 90° :

Ils sont faits au tour, à main levée, avec une meule montée sur la Dremel :

Les cosses sont obtenues à partir d'un tube de laiton.
Les tubes de laiton ont, en général, à une épaisseur de paroi de 2/10.
Pour ma part j'ai trouvé sur le net des tubes ayant une épaisseur de 1/10 :

Ce tube est plus pratique pour passer les cordages, en 1 mm le trou fait 8/10 au lieu de 6/10, par contre c'est plus délicat à emboutir.
Faire un préréglage des tiges filetées, l'ajustement précis se faisant au fur et à mesure de la réalisation des premières cosses :

Positionner le tube dans le premier trou en vérifiant que celui-ci pénètre bien dans le logement de la tige filetée :

Marquer au cutter :

Couper au cutter en faisant rouler le tube.
L'épingle évite de perdre le bout de tube et ...

Permet de le positionner facilement dans le premier trou de l'outil.
Bien enfoncer le tube dans le trou de la tige filetée :

Dresser, si besoin, la face du tube (j'utilise une plaque diamant), le tube devant dépasser légèrement les plaques.
Puis former délicatement l'épaulement de la cosse au marteau avec le poinçon à 75° et finir avec celui à 90°.
Il vaut mieux donner plusieurs petits coups de marteau qu'un grand car, vue la finesse du tube, l'éclatement est probable :

Fignoler à la lime diamant en retirant ce qui dépasse des plaques :

Retirer les piges, écarter les plaques et déplacer la cosse vers le deuxième trou en la retournant.
Pour ce faire, une pince à épiler pointue est bienvenue :
Refermer les plaques et remettre les piges :

Dresser la face du tube à la lime diamant comme précédemment. Le tube, là aussi, doit dépasser un peu des plaques :

Former l'épaulement avec les poinçons comme précédemment :

Et limer l'excédant :
Reste plus qu'à ouvrir les plaques et récupérer la cosse:

Exemple de cosses :
À gauche des cosses faites avec du tube de 1 mm avec, en haut des parois de 2/10, au milieu et en bas de 1/10.
A droite tube de 1,2 mm (parois de 1/10) avec des épaisseurs de cosses différentes :
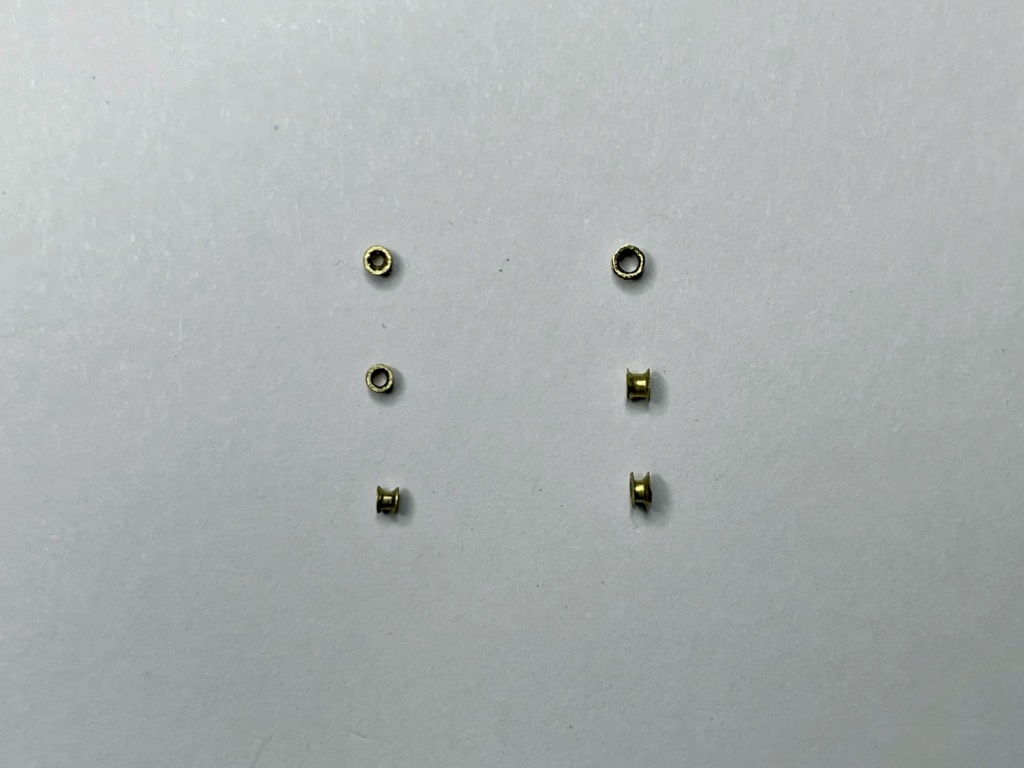
Pour régler l'épaisseur de la cosse il suffit de tourner plus ou moins la vis du trou numéro 2.
C'est terminé, désolé d'avoir été un peu long, mais j'espère que cela vous sera utile
Un second post, plus loin, présente la version 2 de l'outil :

Jean-Marie
Dernière édition par Jean-Marie Rochat le Mer 14 Déc 2022 - 12:13, édité 4 fois

Jean-Marie Rochat- Messages : 263
Date d'inscription : 07/09/2015
Localisation : Forges les Bains
G. Delacroix, Neko, a.piot, Patrick GIROD, laurent94, jean-paul.perraudin0079, oktay yaylacıkoral et aiment ce message
Re: Outil pour fabriquer des cosses
Francis Jonet Mer 25 Mai 2022 - 18:49
Il te faut fabriquer un outil pour chaque diamètre de cosse, là tu n'en présente qu'un ?
_______________________________________________
Francis

Francis Jonet- Modérateur
- Messages : 9361
Date d'inscription : 24/05/2010
Localisation : Moulin-Neuf - Ariège
Re: Outil pour fabriquer des cosses
Jean-Pierre Ernoux Mer 25 Mai 2022 - 19:40


Jean-Pierre Ernoux- Messages : 214
Date d'inscription : 14/04/2016
Localisation : Moëlan sur Mer
Re: Outil pour fabriquer des cosses
Jean-Marie Rochat Mer 25 Mai 2022 - 19:43
Effectivement Francis il faut un outil par diamètre de cosse ou faire des trous de diamètres différents sur un même outil.
Ceci étant, ce n'est pas si long que cela à fabriquer, le post d'explication m'a pris plus de temps
Pour le moment j'en ai deux de faits pour les cosses de 1 mm et 1,2 mm :

Reste à faire ceux pour les cosses de 0,8 mm et 1,6 mm, quand... je n'aurai pas la cosse
Jean-Marie
Jean-Marie Rochat- Messages : 263
Date d'inscription : 07/09/2015
Localisation : Forges les Bains
bernardw et HB 17 aiment ce message
Re: Outil pour fabriquer des cosses
Olivers Historic Shipyard Mer 25 Mai 2022 - 23:51

Olivers Historic Shipyard- Messages : 562
Date d'inscription : 16/07/2018
Localisation : Munich
Jean-Marie Rochat aime ce message
Re: Outil pour fabriquer des cosses
D.Parigot Jeu 26 Mai 2022 - 5:48

D.Parigot- Messages : 20
Date d'inscription : 16/06/2015
Localisation : Bordeaux
Jean-Marie Rochat aime ce message
Re: Outil pour fabriquer des cosses
Jean-Marie Rochat Jeu 26 Mai 2022 - 19:38
Olivier et Dominique, content que cela vous ait plu
Jean-Marie
Jean-Marie Rochat- Messages : 263
Date d'inscription : 07/09/2015
Localisation : Forges les Bains
Re: Outil pour fabriquer des cosses
Neko Mar 31 Mai 2022 - 21:33

Neko- Messages : 2006
Date d'inscription : 24/05/2010
Localisation : Amiens
Jean-Marie Rochat aime ce message

a.piot- Messages : 3768
Date d'inscription : 25/05/2010
Localisation : chatillon sur indre /oleron -

Jean-Marie Rochat aime ce message
Outil pour fabriquer des cosses - V2
Jean-Marie Rochat Dim 11 Déc 2022 - 18:51
A l'usage j'ai apporté des améliorations à mon outil sur deux points :
- La coupe du tube au départ.
- L'immobilisation des tiges filetées dans le bloc de bois.
La nouvelle version ressemble maintenant à ceci :
Le trou 1 est pour couper le tube à la bonne longueur, le 2 pour former le premier épaulement de la cosse et le 3 pour le second épaulement :
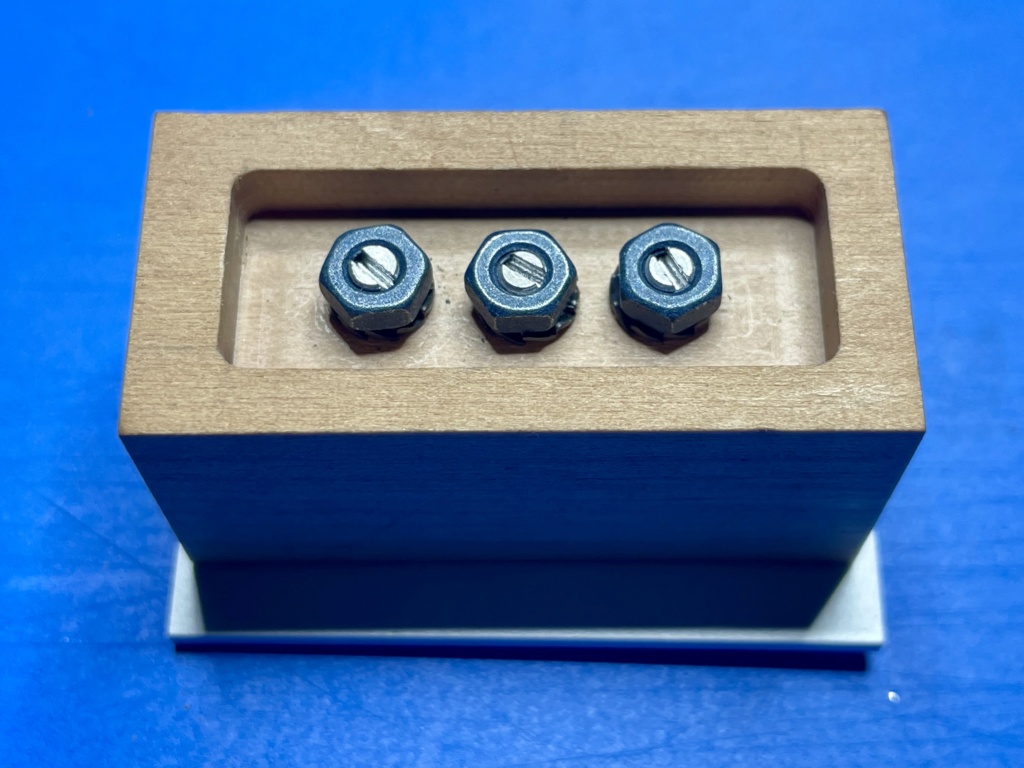
Le serrage des tiges filetées est plus "mécanique" avec des écrous et rondelles éventail :
Quelques détails de fabrication...
Traçage, plus pour se rassurer qu'autre chose, les verniers de la fraiseuse étant seuls juges :

Perçage des trous et chanfrein pour la mise en forme de la cosse (ici de diamètre 8/10) :

Retournement des plaques et usinages des dégagements pour les tiges filetées :

Montage des tiges filetées immobilisées dans le bloc de bois avec une rondelle éventail et un écrou.
Serrez juste ce qu'il faut pour obtenir un serrage dur des tiges filetée :

Remontage dans le bon sens des plaques et vérification que tout fonctionne.
Outil pour les cosses de diamètre 0,8 mm :

Et de diamètre 1,6 mm :

Attention : Pour pouvoir, à ce diamètre, former la cosse avec le pointeau, il est indispensable de limer la pointe de la vis filetée (repère 3 à droite).
Si cela n'est pas fait, les deux pointes se touchent et, de ce fait, il n'est pas possible de former l'épaulement sur le tube !
Le troupeau d'outils V1 et V2 :

Et les cosses obtenues de 0,8 - 1,0 -1,2 et 1,6 mm.
Notez que grâce au réglage des vis il est possible d'obtenir des cosses d'épaisseurs différentes :

Jean-Marie
Jean-Marie Rochat- Messages : 263
Date d'inscription : 07/09/2015
Localisation : Forges les Bains
G. Delacroix, Pierre Blanc, Bern, bicdan, bernardw, Patrick GIROD, laurent94 et aiment ce message
Re: Outil pour fabriquer des cosses
G. Delacroix Dim 11 Déc 2022 - 18:55

G. Delacroix- Admin
- Messages : 11093
Date d'inscription : 21/05/2010
Localisation : Toulouse -
Jean-Marie Rochat aime ce message
Re: Outil pour fabriquer des cosses
Francis Jonet Dim 11 Déc 2022 - 19:58
_______________________________________________
Francis
Francis Jonet- Modérateur
- Messages : 9361
Date d'inscription : 24/05/2010
Localisation : Moulin-Neuf - Ariège
Jean-Marie Rochat aime ce message
a.piot- Messages : 3768
Date d'inscription : 25/05/2010
Localisation : chatillon sur indre /oleron -
péji et Jean-Marie Rochat aiment ce message
Marine et Modélisme d'Arsenal :: L'ARSENAL, Architecture Navale traditionnelle :: Mâture, gréement et voilure
|
|
|