
Modèle " Le Gros Ventre " (terminé) au 1/36 par A.Pichenet
Marine et Modélisme d'Arsenal :: MONOGRAPHIES :: MONOGRAPHIES :: Le Gros-Ventre 1766 - Plans Gérard Delacroix
Page 25 sur 43 •  1 ... 14 ... 24, 25, 26 ... 34 ... 43
1 ... 14 ... 24, 25, 26 ... 34 ... 43
Re: Modèle " Le Gros Ventre " (terminé) au 1/36 par A.Pichenet
Michel M Mar 11 Aoû 2015 - 13:52
Michel
Michel M- Messages : 329
Date d'inscription : 29/05/2010
Re: Modèle " Le Gros Ventre " (terminé) au 1/36 par A.Pichenet
gérard 2 Mar 11 Aoû 2015 - 14:12
le travail d'Alain est parfait, et le fait d'utiliser des machines n'a rien à voir. Comme dit Alain, c'est surtout une question de vouloir, et seul le résultat compte. Chuck Noris fait ça avec son couteau, nos amis russes font ça avec des robots 5D et les moyens qu'ils ont dans leurs entreprises. Là, on peut choisir, mais rien n'enlève le coup de patte.
Gérard

gérard 2- Messages : 4772
Date d'inscription : 25/05/2010
Localisation : Saint Memmie 51470 -

Re: Modèle " Le Gros Ventre " (terminé) au 1/36 par A.Pichenet
Francis Jonet Mar 11 Aoû 2015 - 22:50
_______________________________________________
Francis

Francis Jonet- Modérateur
- Messages : 9374
Date d'inscription : 24/05/2010
Localisation : Moulin-Neuf - Ariège
la grande échelle...
a.pichenet Dim 16 Aoû 2015 - 15:26

on avance tout doucement le matin....et pas trop vite le soir....



alain p
a.pichenet- Messages : 1097
Date d'inscription : 24/05/2010
Localisation : troyes
HB 17 aime ce message
Re: Modèle " Le Gros Ventre " (terminé) au 1/36 par A.Pichenet
Pierre Blanc Dim 16 Aoû 2015 - 21:49
C'est propre et net. Pour ma part, je trouve dommage la présence des "trous" dans pont.

Pierre Blanc- Messages : 3693
Date d'inscription : 24/05/2010
Localisation : Juvignac (34)
Re: Modèle " Le Gros Ventre " (terminé) au 1/36 par A.Pichenet
Francis Jonet Dim 16 Aoû 2015 - 22:54
Continue à ne pas être pressé.
_______________________________________________
Francis
Francis Jonet- Modérateur
- Messages : 9374
Date d'inscription : 24/05/2010
Localisation : Moulin-Neuf - Ariège
tournage des canons....
a.pichenet Mar 29 Sep 2015 - 15:48
N'ayant que 10 canons à faire, je me suis dit qu'il était sans doute préférable de les usinés.... mais en série et que ça devrait pas me prendre énormément plus de temps bien qu'il y ait un travail important non négligeable avec les affûts...et par ailleurs, j'ai l'intention de les faire tirer...pour le fun
débit des 10 canons....

suite cliquez sur spoiler
- Spoiler:
façonnage du cul de lampe qui sera terminé plus tard...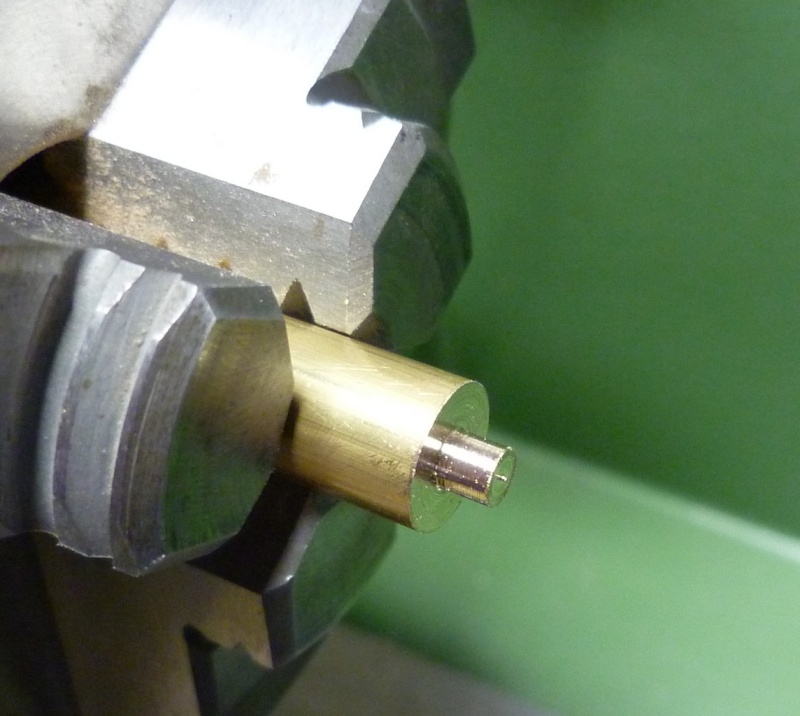
mise à longueur....
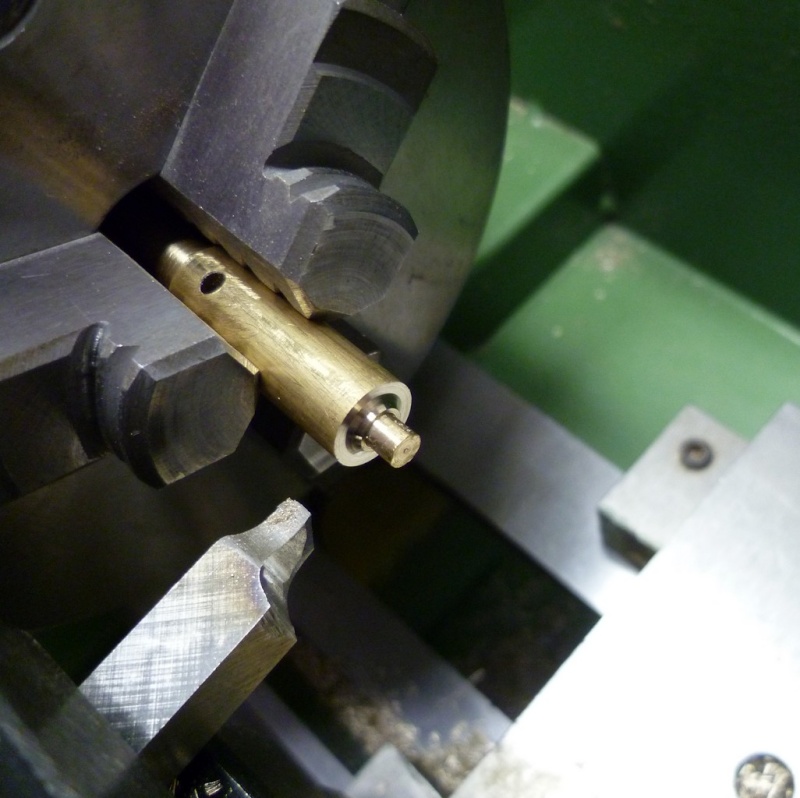
l'indispensable petit coup de forêt à centrer....
perçage des tourillons....avec un amorçage à la fraise....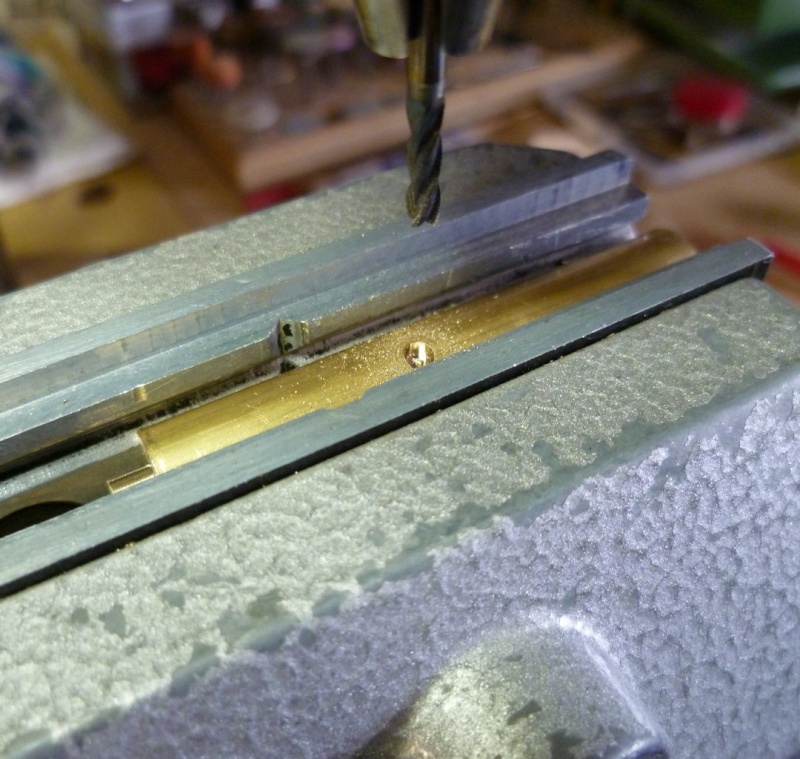
perçage du fût sur une petite longueur...
là, on oublie pas de combler le trou du tourillon pour que le forêt ne soit pas trop dévié...
un trou etant considéré profond à 6 fois son diametre là on est hors norme et il faut pousser modérément sous peine
de grosse surprise à l'arrivée !
dressage de la bouche du canon....
dressage de la tulipe...avec le repère de l'astragale de volée....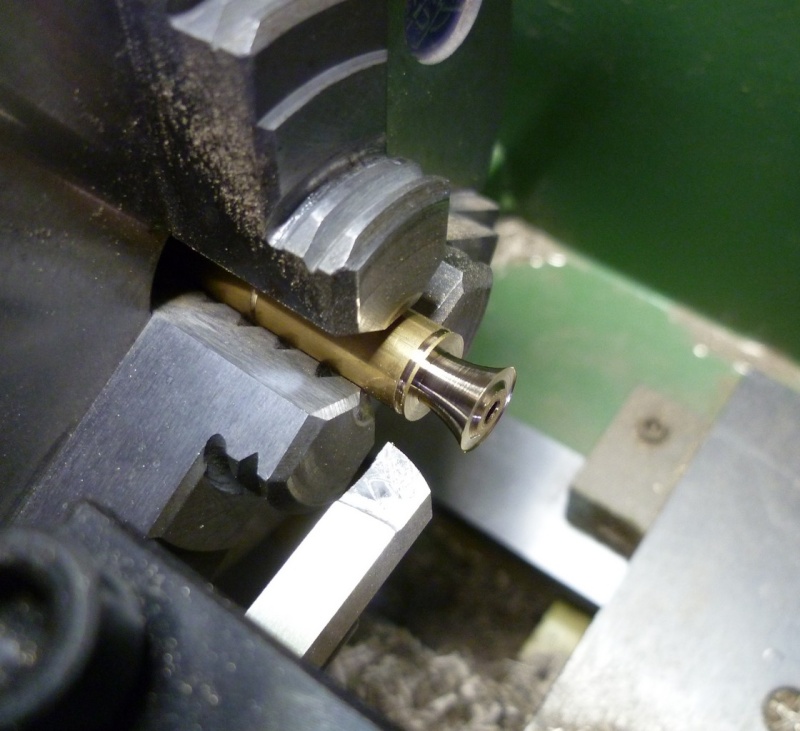
mise au diametre définitif...l'arrondi sera effectué à la lime...
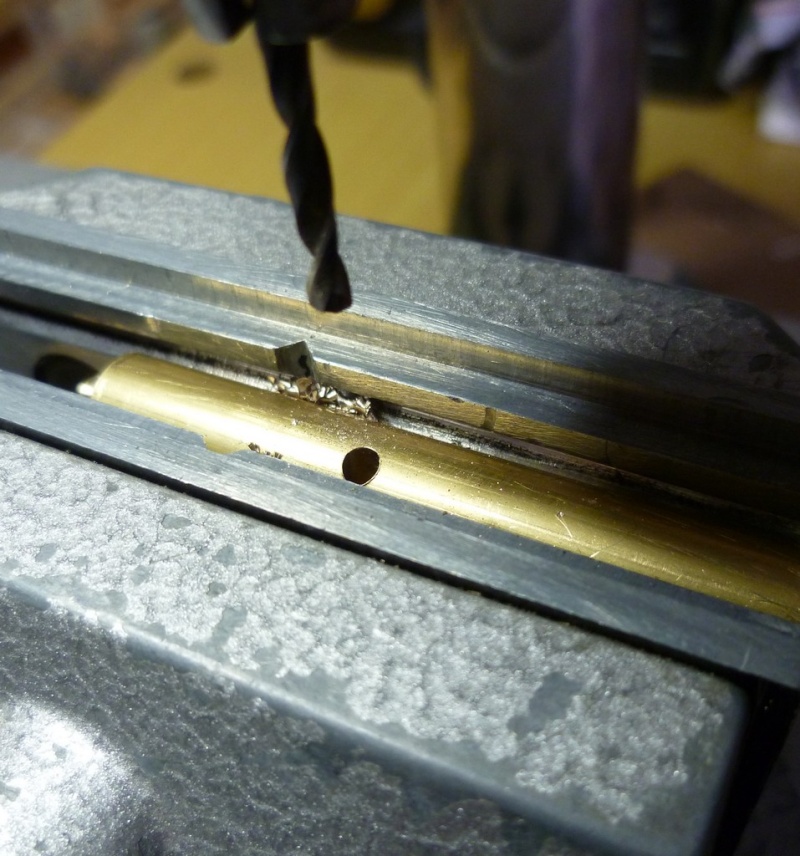
pointage du trou de lumière....
et enfin le perçage à 15° et...à 3/10 ( j'envisage 5/10 pour plus d'aisance avec la mêche car cela ne choque pas l'œil bien qu'étant
un peu hors échelle! ) on croise les doigts pour rejoindre le trou du canon...l'exercice est périlleux et le toucher d'hyppopotame est
à proscrire... 
jusque là mission accomplie.....à suivre façonnage du corps du canon...
a.pichenet- Messages : 1097
Date d'inscription : 24/05/2010
Localisation : troyes
HB 17 aime ce message
Re: Modèle " Le Gros Ventre " (terminé) au 1/36 par A.Pichenet
Michel Saunier (†) Mar 29 Sep 2015 - 16:14
Beau travail en tous les cas


Michel Saunier (†)- Messages : 8200
Date d'inscription : 23/05/2010
Localisation : Pacy sur Eure
Re: Modèle " Le Gros Ventre " (terminé) au 1/36 par A.Pichenet
laurent94 Mar 29 Sep 2015 - 16:45

_______________________________________________
Ils ne savaient pas que c’était impossible alors ils l’ont fait.
(Mark Twain)
laurent94- Modérateur
- Messages : 982
Date d'inscription : 31/05/2010
Localisation : Arles sur Tech
Re: Modèle " Le Gros Ventre " (terminé) au 1/36 par A.Pichenet
EricLem Mar 29 Sep 2015 - 17:27

EricLem- Messages : 2918
Date d'inscription : 27/05/2010
Localisation : Quimper -
Re: Modèle " Le Gros Ventre " (terminé) au 1/36 par A.Pichenet
Pierre Blanc Mar 29 Sep 2015 - 21:51
T'es sûr que tu vas pouvoir tirer avec ça?
Pierre Blanc- Messages : 3693
Date d'inscription : 24/05/2010
Localisation : Juvignac (34)
Re: Modèle " Le Gros Ventre " (terminé) au 1/36 par A.Pichenet
Francis Jonet Mar 29 Sep 2015 - 22:49
Juste une question : ton outil est assez grand pour tourner toute la tulipe en une seule fois, pourquoi terminer à la lime ?
_______________________________________________
Francis
Francis Jonet- Modérateur
- Messages : 9374
Date d'inscription : 24/05/2010
Localisation : Moulin-Neuf - Ariège
Re: Modèle " Le Gros Ventre " (terminé) au 1/36 par A.Pichenet
a.pichenet Mar 29 Sep 2015 - 23:31
Pour Eric :
Notre ami Dumas m'a gentiment donné les éléments pour réussir à les faire tirer à la poudre noire...pas de système particulier...

pour Pierre :
non je suis pas sûr...mais qui vivra verra
pour Francis :
mon outil fait la largeur de la tulipe en une seule fois et je termine à la lime parce que j'ai pas voulu faire un outil rien que pour ça et ça prend 2 secondes...
et comme disait Michel j'ai prévu la mèche, la poudre, le boulet entre les valets, et j'me mets à l'abri....
 : mais j'en suis pas là
: mais j'en suis pas là alain p
a.pichenet- Messages : 1097
Date d'inscription : 24/05/2010
Localisation : troyes
Re: Modèle " Le Gros Ventre " (terminé) au 1/36 par A.Pichenet
Pierre Rouanne Mer 30 Sep 2015 - 8:37
Pierre

Pierre Rouanne- Messages : 6412
Date d'inscription : 21/05/2010
Localisation : Le Roc St André 56460 -
Re: Modèle " Le Gros Ventre " (terminé) au 1/36 par A.Pichenet
a.pichenet Mer 30 Sep 2015 - 10:20
Pierre Rouanne a écrit:Compte tenu de la taille de tes canons, c'est la mise à feu par la lumière qui me semble difficile.
Pierre
bonjour Pierre, oui c'est pour ça que j'ai agrandi à 5/10 le trou de lumière ( sans que ça choque l'œil pour autant) et pour la mèche, avec du papier à cigarette frotté sur la poudre...ça devrait le faire.
alain p
a.pichenet- Messages : 1097
Date d'inscription : 24/05/2010
Localisation : troyes
tournage des canons...( suite )
a.pichenet Dim 4 Oct 2015 - 20:39
Avancement sur les canons....

suite cliquez sur spoiler..
- Spoiler:
le cul de lampe n'est pas terminé mais il ne faut pas serré trop fort pour éviter d'écraser la matière !!

le bouton est terminé à la lime....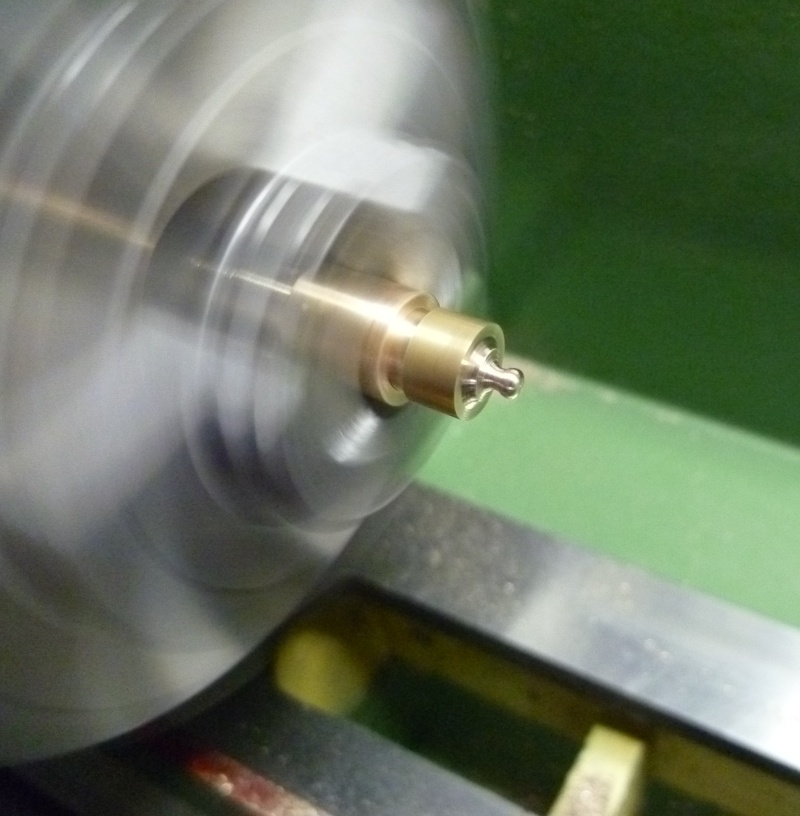
pour la reprise, j'ai confectionné 2 demie-coquilles au degré de tournage des canons et ça tourne impeccable....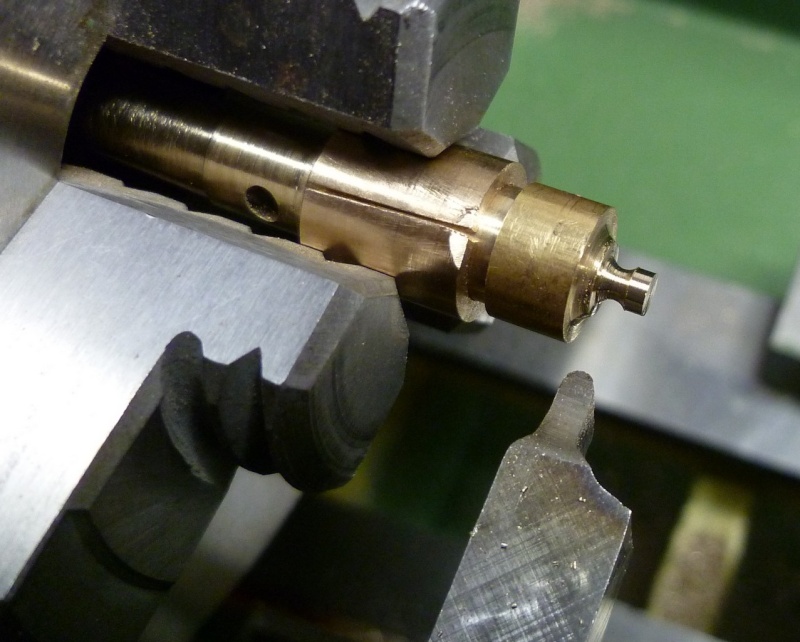
les canons sont prêts à recevoir leur tourillon...qui sera repris en perçage grâce aux 2 coquilles....
alain p
a.pichenet- Messages : 1097
Date d'inscription : 24/05/2010
Localisation : troyes
HB 17 aime ce message
Re: Modèle " Le Gros Ventre " (terminé) au 1/36 par A.Pichenet
Michel Saunier (†) Dim 4 Oct 2015 - 21:07
Michel Saunier (†)- Messages : 8200
Date d'inscription : 23/05/2010
Localisation : Pacy sur Eure
Re: Modèle " Le Gros Ventre " (terminé) au 1/36 par A.Pichenet
Pierre Blanc Dim 4 Oct 2015 - 21:27
Tu n'as pas cassé de foret en perçant l'âme au maxi?
Pierre Blanc- Messages : 3693
Date d'inscription : 24/05/2010
Localisation : Juvignac (34)
Re: Modèle " Le Gros Ventre " (terminé) au 1/36 par A.Pichenet
G. Delacroix Dim 4 Oct 2015 - 21:47
G. Delacroix- Admin
- Messages : 11131
Date d'inscription : 21/05/2010
Localisation : Toulouse -
Re: Modèle " Le Gros Ventre " (terminé) au 1/36 par A.Pichenet
Francis Jonet Dim 4 Oct 2015 - 21:53
Alain, ce qui m'intéresse c'est le nombre de tours que tu as pris pour le tournage du laiton. Quand j'ai fais les caronades, je tournais entre 150 et 200 tours/minute.
_______________________________________________
Francis
Francis Jonet- Modérateur
- Messages : 9374
Date d'inscription : 24/05/2010
Localisation : Moulin-Neuf - Ariège
Re: Modèle " Le Gros Ventre " (terminé) au 1/36 par A.Pichenet
a.pichenet Dim 4 Oct 2015 - 21:55
Francis, à partir de la connaissance des vitesses de coupe des différents matériaux tu détermines ta vitesse circonférentielle ( idem en fraisage mais là tu tiens compte du nombre de dents ! ) Soit pour le laiton entre 60 et 75 m/mn et la formule 1000 V / PI D ( en théorie parce que les outils et leur nature sont une variable non négligeable ) te donne pour un diamètre de 9 mm en laiton une vitesse de 2650 tours ! tu vois on est loin de tes 250 tours en ce qui me concerne je devais être au environs de 1500 tours j'ai pas de compte tours moi c'est mon oreille qui me guide
alain p
a.pichenet- Messages : 1097
Date d'inscription : 24/05/2010
Localisation : troyes
Re: Modèle " Le Gros Ventre " (terminé) au 1/36 par A.Pichenet
gérard 2 Lun 5 Oct 2015 - 8:27
les vitesses de rotations indiquées un peu partout sont de la plus grande théorie ; vous trouverez toutes les explications, tous les calculs que vous voudrez, mais ça ne servira à rien. La vitesse qu'il faut, c'est celle qui va bien, en fonction de votre matière, de la nature de votre outil, de sa forme, de son affûtage, de la lubrification, du mode de serrage de la pièce.
Bon, la matière : ici à par le laiton..... je ne vous parle par des aciers durs, de l'inox, etc.
outil : acier HSS, acier carbure, pastille carbure (vitesse de 1 à 4)
outil HSS de forme à outil HSS traditionnel : vitesse de 1 à 10
à sec ou lubrifié : vitesse de 1 à 1,5
suivant le mode de serrage, des vibrations peuvent apparaître, qui disparaîtrons si on diminue la vitesse ou si on utilise une contrepointe.
Pour ma part, les vitesses varient généralement entre 150 à 200 (outil de forme, filetage) à 1000 tr/mn pour des petits diamètres.
Avec l'habitude, on finit par sentir de qui va bien.
gérard 2- Messages : 4772
Date d'inscription : 25/05/2010
Localisation : Saint Memmie 51470 -
Re: Modèle " Le Gros Ventre " (terminé) au 1/36 par A.Pichenet
Francis Jonet Lun 5 Oct 2015 - 8:49
J'avais calculé ma vitesse de coupe selon la formule que tu indiques, mais cela n'allait pas lorsque l'ai tourné mes caronades. Avec mes outils de forme j'ai dû descendre entre 300 et 350 t/mn pour un diamètre de 6 mm (au lieu des vitesse que j'ai indiqué par erreur). Voilà ce que j'ai noté lors de ce travail : "... lors de la coupe, l’outil fait entendre comme un léger chuintement ; si ce bruit se transforme en couinement il vaut mieux relâcher la pression de l’outil sur le laiton."
Comme le tien, mon tour ne comporte pas de compte tours et si je donnais la vitesse calculée de 3100 t/mn au moins (vitesse que mon tour n'atteint pas), je bousillais tout. J'étais obligé de tourner au plus au tiers (sur le potentiomètre) des 1100 tours de la petite vitesse ! N'étant pas un pro du tournage je ne me suis pas posé plus de questions. C'est de voir l'image de ton tour en action qui m'a fait t'interroger.
Je viens de voir que Gérard à répondu avant moi. Et donné plus de précisions que moi.
Je dois dire que je l'avais appelé pour qu'il me conseille après mes premiers déboires d'apprenti tourneur.
_______________________________________________
Francis
Francis Jonet- Modérateur
- Messages : 9374
Date d'inscription : 24/05/2010
Localisation : Moulin-Neuf - Ariège
Re: Modèle " Le Gros Ventre " (terminé) au 1/36 par A.Pichenet
a.pichenet Lun 5 Oct 2015 - 9:06
oui Francis ! c'est bien ce que Gérard dit.... car on est jamais dans les dispositions adéquates pour appliquer la théorie (nature de l'outil en rapide ou plaquettes, angle de coupe négatif pour le laiton ou bronze sous peine d'engager mais moi je préfère un tantinet de coupe, machine outil scellée ou non, jeu de broche ou non et la liste est loin d'être exhaustive ! les abaques qui déterminent ces vitesses de coupe et circonférentielles sont bien pour nous donner une idée de l'usinage...après on s'adapte en fonction des aléas que j'ai cités en partie....bonne journée
alain p
a.pichenet- Messages : 1097
Date d'inscription : 24/05/2010
Localisation : troyes
Re: Modèle " Le Gros Ventre " (terminé) au 1/36 par A.Pichenet
a.piot Lun 5 Oct 2015 - 9:26

a.piot- Messages : 3769
Date d'inscription : 25/05/2010
Localisation : chatillon sur indre /oleron -
Re: Modèle " Le Gros Ventre " (terminé) au 1/36 par A.Pichenet
Alain Fosse (†) Lun 5 Oct 2015 - 9:31
a.pichenet a écrit:
oui Francis ! c'est bien ce que Gérard dit.... car on est jamais dans les dispositions adéquates pour appliquer la théorie (nature de l'outil en rapide ou plaquettes, angle de coupe négatif pour le laiton ou bronze sous peine d'engager mais moi je préfère un tantinet de coupe, machine outil scellée ou non, jeu de broche ou non et la liste est loin d'être exhaustive ! les abaques qui déterminent ces vitesses de coupe et circonférentielles sont bien pour nous donner une idée de l'usinage...après on s'adapte en fonction des aléas que j'ai cités en partie.
Bonjour,
De toute manière, on a vite fait, au bruit de l'outil, à l'oeil pour l'état de surface et à la nature du copeau de savoir si l'on est sur la bonne vitesse ou pas... Avec du laiton et les outils Nickol, en finition, je tourne toujours à la vitesse maxi avec de toutes petites passes de 1 ou 2/10ème.

Alain Fosse (†)- Messages : 2119
Date d'inscription : 24/05/2010
Localisation : Fontenay-sous-Bois -
Contenu sponsorisé
Page 25 sur 43 • 1 ... 14 ... 24, 25, 26 ... 34 ... 43
Marine et Modélisme d'Arsenal :: MONOGRAPHIES :: MONOGRAPHIES :: Le Gros-Ventre 1766 - Plans Gérard Delacroix
|
|
|